Die
Inbetriebnahme ihrer neuen Fertigungslinie verlangte von Magnas
Fügetechnikspezialisten große Kreativität: Bevor die Produktion in Serie gehen
konnte, war es die Aufgabe extern beauftragter Systemintegratoren, die Bauteile
mittels hochmoderner Roboteranlagen in die vorprogrammierte Schweißposition zu
befördern. Doch die zur Schweißung exakt notwendige Blechkantenposition zu
erreichen zeigte sich in der Vorserie noch als Herausforderung. Natürlich war
den Verantwortlichen bei Magna klar: Gerade im Dünnblechbereich ist
hundertprozentige Präzision in der Fügetechnik Grundvoraussetzung. Bevor also
Kundenfahrzeuge vom Band laufen konnten, musste eine perfekte Anbindung von
Unter- und Oberblechen gewährleistet sein.
Fertigungstoleranzen
„Wir
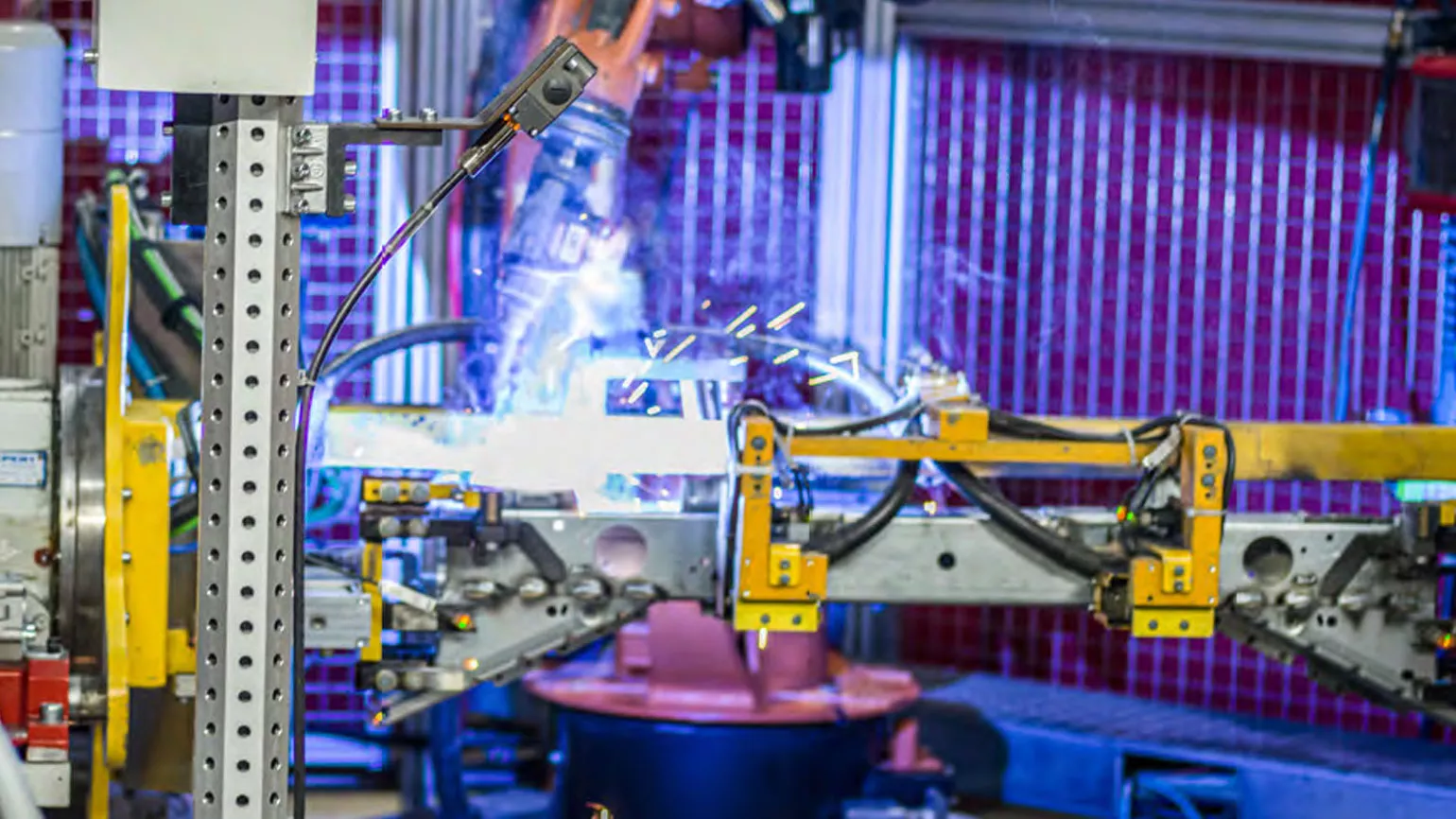
arbeiten hier unter anderem mit Robotersystemen ‚On The Fly‘“, erläutert Sonja
Schober, Fügetechnik-Teamleiterin der Business Unit Painted Body von Magna
Steyr. Das gesamte Fahrzeugheck ist hier also nicht wie herkömmlich
eingespannt. Der eine Roboter, ein sogenannter Geogreifer, nimmt das Bauteil an
den dafür vorgesehenen Punkten rückseitig auf und bewegt es in die beabsichtigten
Lagen. Der andere Roboter führt den Schweißbrenner in die entsprechenden
Schweißpositionen dagegen. Doch genau hier musste man sicherstellen, dass die
exakt vorgesehenen Maße eingehalten werden: „Zwar sind hinsichtlich der genauen
Bauteilposition von Haus aus diverse Toleranzen vorgesehen. Allerdings bringen
auch die verwendeten Roboter spezifische Toleranzbereiche mit sich – bei einem
Schweißroboter redet man zum Beispiel von der Achsentoleranz. Wenn also die
schlechtesten Bedingungen zusammenkommen beziehungsweise Bauteiltoleranz und
Robotertoleranz voll ausgeschöpft im Minus- oder Plusbereich liegen, kann das
zum Teil zu Schwierigkeiten führen“, fährt Schober fort. „Unter Umständen liegt
die zu fügende Kante bis zu einen Millimeter vor oder hinter der Schweißdraht-Stickout-Position.
In Folge können wiederum Bindefehler wie unzureichender Einbrand oder mangelnde
Anbindung von Unter- und Oberblech entstehen.“ Werner Karner, Leiter des
Fügetechnikzentrums bei Magna Steyr, fügt ergänzend hinzu: „Im Automobilbau
handelt es sich außerdem zumeist um Dünnblechanwendungen. Wenn man mit der
Schweißnaht komplett daneben liegt, ist auch schnell Durchbrand erzielt. Bevor
wir also mit der Fertigung in Serie gehen konnten, galt es unsere Systeme in
diesem Bereich zu optimieren.“
Anbindungsschwierigkeiten
in der vollautomatisierten Fügetechnik treten zumeist völlig unvorhergesehen
auf. Zur Qualitätssicherung bedarf es daher in der Produktion einer generell
exakten Prüfung: „Normalerweise teachen wir den Roboter auf ein Bauteil, und
dann funktioniert das auch. Aus dem Nichts könnte trotzdem eine Schweißnaht
kommen, die wieder Nacharbeit erfordert. In diesem Fall müssen wir analysieren,
worin die Ursachen dafür liegen“, erklärt Marco Miersch, Instandhaltung
Mechanik bei Magna Steyr, anschaulich. „Natürlich gibt es in jeglicher Produktion
noch vielfach weitere Ursachen, die minimale Abweichungen hervorrufen, weswegen
vorausgeplante Fertigungstoleranzen unbedingt notwendig sind: Es handelt sich
also um gewollte und daher einkalkulierte Spielräume – man spricht hier auch
vom lebenden Toleranzausgleich“, ergänzt Schober. „Eine Konstruktion auf null
Toleranz auszulegen ist definitiv unmöglich! Daher sind wir darauf angewiesen,
zuverlässig die Blechkante zu finden beziehungsweise die etwaigen Spaltmaße zu
detektieren. Auf diese Weise können Bindefehler in der Fügetechnik vermieden
werden.“
Für
den Produktionsalltag bedeutet das: „Wir sichten alle Bauteile, vergleichen sie
miteinander, teachen im Zweifel jeden Schweißnahtverlauf am Roboter neu und
passen die Parametrierung der Stromquellen an“, bestätigt Miersch die
Vorgehensweise. Den zusätzlichen Aufwand an Arbeitszeit und -kraft sowie das
eventuelle Plus an Material nehmen wir bereitwillig in Kauf, um absolute
Präzision zu gewährleisten. Diese Form der lückenlosen Qualitätskontrolle hat
für uns als Premiumhersteller höchste Priorität.“
Bauteilprüfung durch optische Messsysteme
Will
man ständig anfallende Nacharbeit – in Form von stückweiser Sichtkontrolle und
manuellem Nachschweißen – umgehen, als auch Bauteilausschuss vermeiden, muss
demnach im Vorfeld der Schweißung die korrekte Position der Bauteile sichergestellt
sein. Die Möglichkeiten, dieser speziellen Roboter-Schweißherausforderung zu
entgegnen, sind vielfältig. Doch wie ist das Problem für hohe Stückzahlen in
überwiegend vollautomatisierter Fertigung konkret zu lösen? Bezüglich diverser
Kamerasysteme, die den Roboter zur Positionskorrektur „sehend“ machen sollen,
meint Karner: „Die Brenner sind einerseits sehr lang. Wenn hinten noch eine
Kamera positioniert ist, sieht diese nicht weit genug nach vorne. Zudem stehen alle
Hersteller im Rohbau vor der gleichen Herausforderung: Es wird immer enger und
verwinkelter! Die Zugänglichkeit ist also mehr und mehr eingeschränkt, wobei optische
Messhilfen im wahrsten Sinne des Wortes an ihre Grenzen stoßen.“
Doch
Magna strebt nicht nur nach höchsten Qualitätsansprüchen. Auch hinsichtlich
modernster Fertigungsstandards im Automobilbau sollen Maßstäbe gesetzt werden. Mit
der Inbetriebnahme der Fertigungslinie von 2018 möchte Karner neue Wege gehen: „Mir
war klar, dass die Automobilbranche langfristig irgendetwas benötigt, das den
Roboter bei der Kantenfindung unterstützt. Aufgrund unserer langjährigen und
hervorragenden Kooperation mit den Technikern und der Entwicklung von Fronius
habe ich die Frage in den Raum gestellt, ob sie vielleicht eine Lösung parat
hätten? Die Antwort folgte auf den Fuß: Es gäbe da vielleicht etwas …“
 مصر
مصر  الأردن
الأردن  الكويت
الكويت  لبنان
لبنان  سلطنة عمان
سلطنة عمان  دولة قطر
دولة قطر  المملكة العربية السعودية
المملكة العربية السعودية  South Africa
South Africa  الإمارات العربية المتحدة
الإمارات العربية المتحدة  Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland
 Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska  Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 













 Business Unit Perfect Welding
Business Unit Perfect Welding