La puesta en servicio de la nueva línea de
producción significaba que los expertos en tecnología de unión de Magna tenían
que ser extremadamente creativos. Antes de avanzar con la producción, empresas
de integración de sistemas externas tenían que encontrar la manera de colocar
los componentes en las posiciones de soldadura preprogramadas utilizando
sistemas robotizados de vanguardia. Sin embargo, alcanzar la posición precisa
del borde de la hoja necesaria para la soldadura demostró ser un reto durante
la etapa de preseries. Por supuesto que Magna sabía que una precisión del 100 %
es un requisito previo fundamental en la tecnología de unión, en especial al
unir láminas finas. Antes de que los vehículos del cliente avancen a la línea
de producción, se debe garantizar la unión perfecta entre las láminas superior
e inferior.
Tolerancias
de fabricación
„Algunas veces trabajamos con
sistemas robotizados sobre la marcha“, explica Sonja Schober, líder del equipo
de tecnología de unión de la unidad de negocio Painted Body de Magna Steyr.
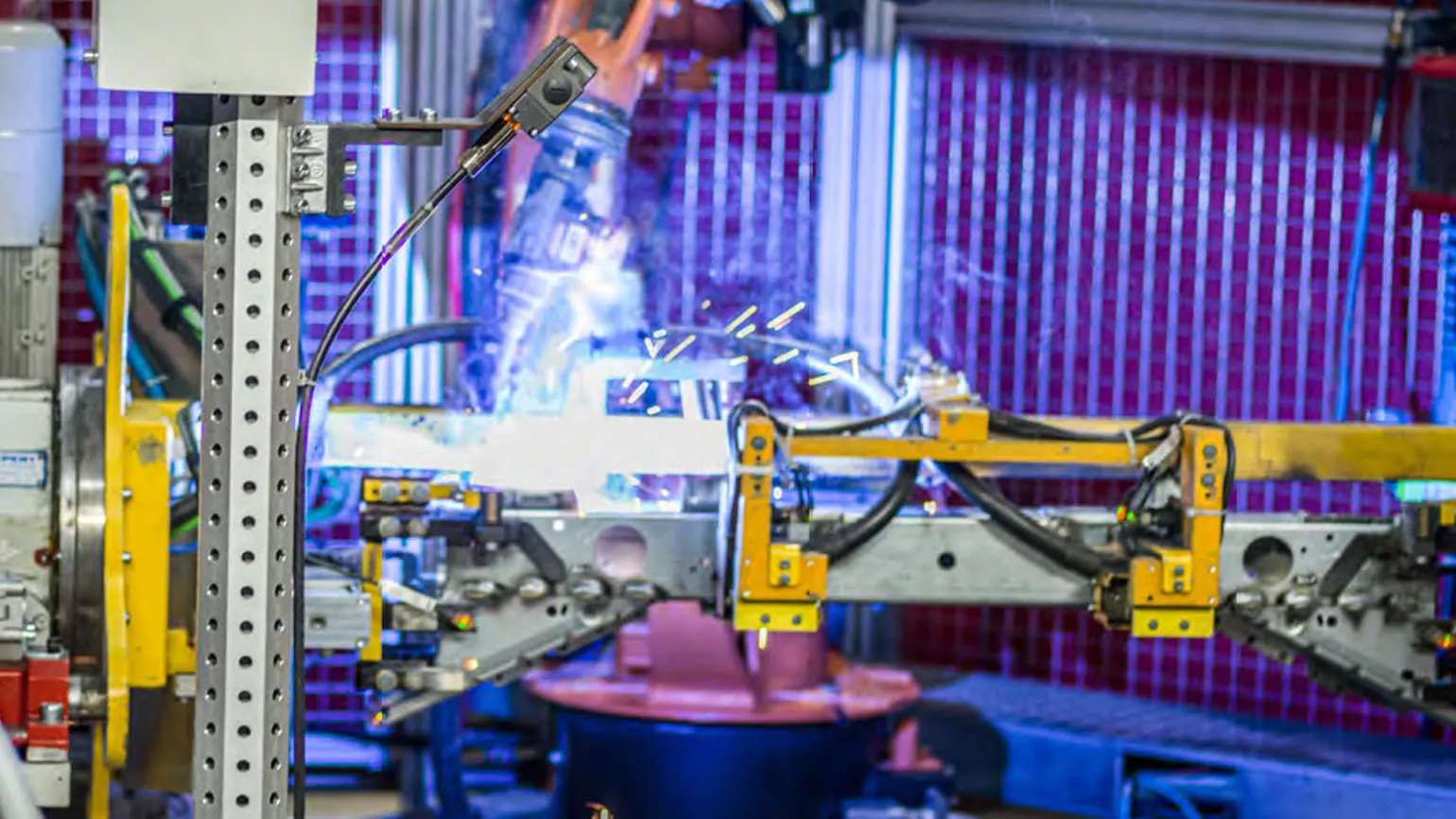
Esto significa que la parte trasera completa del vehículo no se sostiene de la
manera habitual. Un robot, conocido como geogripper, sujeta el componente en
puntos específicos por la parte trasera y lo mueve a las posiciones previstas.
El otro robot mueve la antorcha de soldadura a las posiciones de soldadura
correspondientes. Sin embargo, se debe garantizar que se respeten las
dimensiones exactas especificadas: "Aunque en la empresa existen varias
tolerancias distintas con respecto a la posición precisa del componente, los
robots utilizados también tienen rangos de tolerancia específicos, por ejemplo,
un robot soldador tiene lo que denominamos la tolerancia de eje. Esto puede
generar dificultades si surgen las condiciones más desfavorables al mismo
tiempo; más específicamente, si la tolerancia del componente y la tolerancia
del robot están justamente en su máximo o mínimo“, señala Schober. "En
algunas circunstancias, el borde que se une puede tener hasta un milímetro
delante o atrás de la posición stickout del alambre de soldadura. Y como
resultado surgen los errores de fusión, como una penetración insuficiente o
falta de fusión entre las láminas superior e inferior“. Werner Karner, jefe del
Joining Technology Center de Magna Steyr, también añade: "Las aplicaciones
con láminas finas son muy comunes en la ingeniería automotriz. Si haces mal el
cordón de soldadura, entonces este se gastará rápidamente. Por lo tanto, antes
de poder iniciar la producción de la serie, tuvimos que optimizar nuestros
sistemas en esa área“.
En general, los problemas con la tecnología
de unión totalmente automatizada surgen de manera totalmente inesperada, por lo
tanto, se requieren pruebas precisas para garantizar la calidad en la
producción: "Normalmente, enseñamos al robot en un componente y
normalmente todo sale bien después de eso. Pero, de repente, aparece de la nada
un cordón de soldadura que necesita retrabajo, y en este caso debemos examinar
qué causó esto“, explica Marco Miersch, mecánico de mantenimiento de Magna
Steyr. "Claro que existen muchas otras causas de desviaciones menores en
cualquier configuración de producción, y es por esto que las tolerancias de
fabricación preplanificadas son totalmente necesarias. En otras palabras, es
cuestión de planificar y así obtener un margen previsible; esto se conoce como
compensación de tolerancia activa“, añade Schober. ¡Diseñar una estructura sin
tolerancias sería totalmente imposible! "Por este motivo, dependemos de
ser capaces de encontrar el borde de la lámina o algún gap de manera confiable,
lo que nos permite evitar errores de fusión durante la unión“.
En el caso de la producción diaria, esto
significa que examinamos todos los componentes, los comparamos y, si tenemos
alguna duda, entonces le enseñamos al robot cada proceso de cordón de soldadura
de nuevo o solo ajustamos los parámetros de la fuente de poder“, señala
Miersch. "Estamos dispuestos a aceptar el esfuerzo adicional en horas y
trabajo, más el material adicional, con fin de garantizar una precisión
absoluta. Este tipo de control de calidad exhaustivo es nuestra mayor prioridad
como fabricante premium“.
Pruebas
de componente con dispositivos de medición óptica
Si desea evitar la repetición constante del
trabajo (como comprobaciones visuales aleatorias y repetición de la soldadura
manual) o si desea evitar el rechazo de componentes, debe garantizar la
posición correcta del componente antes de llevar a cabo la soldadura. Existen
muchas formas de abordar este reto de soldadura robotizada en particular, pero,
¿cómo se puede resolver este problema al manejar un alto número de unidades en
un entorno de producción altamente automatizado? Hay varios sistemas de cámara
que afirman lograr que el robot sea „visible“ para que la posición sea la
correcta, pero como afirma Karner: "Las antorchas de soldadura son muy
largas. Si se coloca otra cámara atrás, no podrá ver lo suficiente en la parte
delantera. Igualmente, todos los fabricantes enfrentan el mismo reto con
respecto a la construcción de la carrocería, ya que las carrocerías son cada
vez más estrechas y anguladas. Esto significa que el acceso es cada vez más
restricto y los sistemas de medición óptica no logran seguir el ritmo“.
Sin embargo, Magna no solo desea garantizar
los más altos estándares de calidad, también desea establecer el benchmark de
estándares de producción moderna en la ingeniería automotriz. Desde la puesta
en servicio de la línea de producción en 2018, Karner considera adoptar un
nuevo enfoque. "Para mí, era claro que el sector automotriz necesitaba
algo a más largo plazo para brindar soporte a los robots con detección de
borde. Debido a nuestra excelente y duradera colaboración con los técnicos y
desarrolladores de Fronius, les pregunté si ya contaban con una solución. La
respuesta fue inmediata: ‘podríamos hacer’…“.
 Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska  Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México
 Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 












 Business Unit Perfect Welding
Business Unit Perfect Welding  مصر
مصر
 الأردن
الأردن
 الكويت
الكويت
 لبنان
لبنان
 سلطنة عمان
سلطنة عمان
 دولة قطر
دولة قطر
 المملكة العربية السعودية
المملكة العربية السعودية
 South Africa
South Africa
 الإمارات العربية المتحدة
الإمارات العربية المتحدة