Uruchomienie nowej linii produkcyjnej wymagało
dużej kreatywności od specjalistów ds. technologii łączenia firmy Magna: zanim
można było rozpocząć produkcję seryjną, zatrudnieni z zewnątrz integratorzy
systemów otrzymali zadanie dostarczenia spawanych elementów do wstępnie
zaprogramowanej pozycji spawania przy użyciu nowoczesnych, zautomatyzowanych
urządzeń. Jednak osiągnięcie dokładnego położenia krawędzi blachy wymaganej do
spawania było nadal wyzwaniem w produkcji przedseryjnej. Oczywiście
odpowiedzialne osoby z firmy Magna nie miały wątpliwości: stuprocentowa
precyzja łączenia jest warunkiem podstawowym, co szczególnie dotyczy blach
cienkich. Zatem zanim z taśmy mogły zjechać pierwsze pojazdy dla klientów,
należało zapewnić idealne połączenie pomiędzy blachami tworzącymi zewnętrzne
poszycie nadwozia a pozostałymi, niewidocznymi z zewnątrz blachami.
Tolerancje
wykonawcze
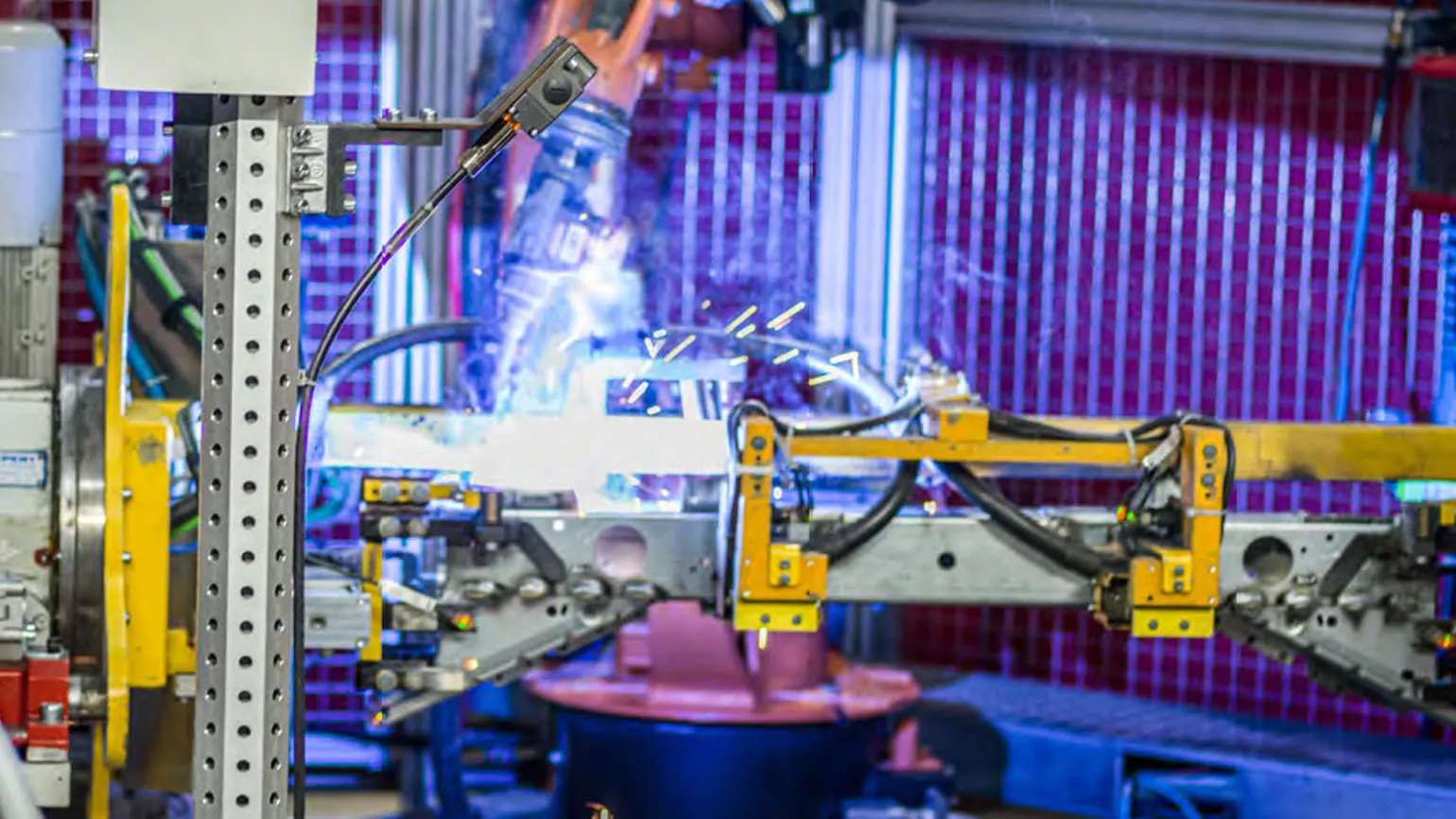
„Pracujemy
tu między innymi z systemami robotów »On The Fly«”, wyjaśnia Sonja Schober,
kierowniczka zespołu ds. technologii łączenia działu Business Unit Painted Body
w Magna Steyr. Cały tył pojazdu nie jest więc umieszczany w stanowisku
spawalniczym tak jak zwykle. Jeden robot, tzw. geochwytak, chwyta element od
tyłu w przeznaczonych do tego miejscach i przemieszcza go do wyznaczonych
pozycji. Drugi robot prowadzi natomiast palnik spawalniczy do odpowiednich
pozycji spawania. Jednak dokładnie w tym miejscu trzeba zagwarantować, że będą
precyzyjnie zachowane przewidziane wymiary: „Jeśli chodzi o dokładne położenie
elementu, dopuszcza się różne tolerancje. Jednak stosowane roboty też mają
swoje specyficzne zakresy tolerancji — w przypadku robota spawalniczego mówi
się np. o tolerancji osi. A zatem, jeżeli skumulują się najgorsze warunki, tzn.
tolerancja elementu i tolerancja robota osiągną wartość graniczną na plus lub
minus, może to spowodować problemy”, kontynuuje Schober. „W niekorzystnych
okolicznościach łączona krawędź znajduje się aż o milimetr przed lub za pozycją
wolnego wylotu drutu spawalniczego. W następstwie mogą pojawić się wady
łączenia, takie jak niedostateczne wtopienie lub niewystarczające połączenie
blachy zewnętrznej i wewnętrznej”. Werner Karner, kierownik centrum technologii
łączenia w Magna Steyr dodaje: „W konstrukcji samochodu najczęściej
stosuje się blachy cienkie. Jeżeli spoina znajdzie się nie tam gdzie trzeba,
szybko dojdzie do przepalenia. Zanim więc mogliśmy przejść do produkcji seryjnej,
musieliśmy zoptymalizować nasze systemy pod tym względem”.
Przy w pełni zautomatyzowanych technologiach
łączenia problemy pojawiają się z reguły całkiem nieoczekiwanie. Dlatego dla
zapewnienia jakości konieczne jest dokładne kontrolowanie produkcji na każdym
kroku: „Zazwyczaj uczymy robota spawania konkretnego elementu i wtedy wszystko
działa jak należy. Mimo tego może znikąd pojawić się spoina, która będzie
wymagała poprawek. W takim wypadku musimy przeanalizować, jaka jest tego
przyczyna”, obrazowo wyjaśnia Marco Miersch, mechanik ds. utrzymania sprawności
technicznej w Magna Steyr. „Oczywiście w każdym procesie produkcji zdarzają się
różne przyczyny wywołujące minimalne odchylenia, dlatego konieczne jest
zaplanowanie z góry tolerancji wykonawczych: chodzi tu zatem o celowe, a tym
samym wkalkulowane marginesy – mówimy także o »żywym« wyrównywaniu tolerancji”,
uzupełnia Schober. „Nie da się zaprojektować konstrukcji z zerową tolerancją!
Dlatego jesteśmy zdani na to, by niezawodnie znaleźć krawędź blachy albo wykryć
ewentualne wymiary szczeliny. W ten sposób można zapobiec wadom w technologii
łączenia”.
W codziennej pracy na produkcji wygląda to
następująco: „Oglądamy wszystkie elementy, porównujemy je ze sobą, w razie
wątpliwości na nowo uczymy robota kolejności spoin i dopasowujemy parametry
źródeł spawalniczych”, tłumaczy Miersch metodę postępowania. „Jesteśmy
przygotowani na dodatkowe nakłady pracy oraz ewentualne dodatkowe koszty
materiałowe, by zapewnić absolutną precyzję. Taka forma pozbawionej luk kontroli
jakości jest dla nas jako producenta klasy premium najwyższym priorytetem”.
Kontrola
elementów przez optyczne systemy pomiarowe
Chcąc uniknąć nieustannej pracy dodatkowej –
czy to w formie oględzin sztuka po sztuce, czy ręcznego spawania korygującego –
oraz wybrakowanych elementów, trzeba jeszcze przed rozpoczęciem spawania
zapewnić prawidłowe położenie materiałów spawanych. Odpowiedzi na to szczególne
wyzwanie przy spawaniu zrobotyzowanym mogą być różne. Jednak jak rozwiązać ten
problem przy dużych ilościach jednostkowych na produkcji, która jest w
przeważającej części zautomatyzowana? Jeśli chodzi o rozmaite systemy kamer,
mające sprawić, że robot będzie „widział” pozycję, Karner uważa: „Po pierwsze
palniki spawalnicze są bardzo długie. Jeżeli z tyłu jest jeszcze usytuowana
kamera, to nie widzi ona wystarczająco daleko do przodu. Poza tym wszyscy
producenci nadwozi borykają się z tym samym wyzwaniem: przestrzenie są coraz
ciaśniejsze i coraz bardziej kręte! Zatem dostępność staje się coraz bardziej
ograniczona, a optyczne pomoce pomiarowe w dosłownym tego słowa znaczeniu
docierają do swoich granic”.
Jednak Magna nie tylko dąży do spełnienia jak
najwyższych wymogów jakościowych. Chodzi także o najnowocześniejsze standardy
produkcji w przemyśle motoryzacyjnym. Od momentu uruchomienia nowej linii
produkcyjnej w 2018 roku Karner poszukiwał nowych dróg: „Było dla mnie jasne,
że branża samochodowa potrzebuje na dłuższą metę rozwiązania, które wesprze
roboty w wyszukiwaniu krawędzi. Z uwagi na naszą wieloletnią i znakomitą
współpracę z działem technologii i rozwoju firmy Fronius, rzuciłem pytanie, czy
może oni mieliby jakiś gotowy sposób. Odpowiedź przyszła natychmiast: Może by
coś się znalazło...”.
 Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska
 Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 
















 Business Unit Perfect Welding
Business Unit Perfect Welding  مصر
مصر
 الأردن
الأردن
 الكويت
الكويت
 لبنان
لبنان
 سلطنة عمان
سلطنة عمان
 دولة قطر
دولة قطر
 المملكة العربية السعودية
المملكة العربية السعودية
 South Africa
South Africa
 الإمارات العربية المتحدة
الإمارات العربية المتحدة